咨詢熱線:0536-2335202
咨詢熱線:0536-2335202




為了達到這一要求,小型折彎機常用的是變壓式節流調速回路和容積式調速回路兩種,前者是通過改變回路中流量控制組件通流面積的大小,來控制流入執行組件或自執行組件流出的流量,終起到調節其速度的目的,它所產生的節流損失和發燒量都比較小且效率較高。鑒于這一點,在實際折彎機液壓回路的時候,也必需將隨負載和執行組件的速度不斷變化的要求考慮在內。
而后者是通過改變回路中變量泵或馬達的排量,來改變執行組件的運動速度的,因為整個過程中沒有溢流損失和節流損失,且工作壓力隨負載的變化而變化,因此有效率高、熱量小的長處。從小型折彎機的工作狀態來看,它所承受的外負載和工作速度并非固定的,而是跟著時間的延長不斷變化。

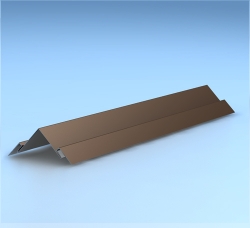
這一折彎方式的長處在于可以使用較少的模具實現多種角度的成形加工。
那壓低折彎畢竟又是什么呢?是當金屬板材被壓緊在上下模之間,而獲得所需要的折彎角度和彎頭半徑的技術,一般合用于在中批量和大批量的出產中,加工厚度在2mm以下的板料。下面要一一為大家先容,將是十分有匡助的。通常情況下,上模進入下模越深,折彎機的折彎角度越小;反之越大。應留意的是,壓底折彎的工作壓力要遠弘遠于間隙折彎的工作壓力。算是用統一種型號的折彎機,也能采用不同種類的折彎方式,根據上下模具的相對位置來區分的話,間隙折彎和壓底折彎是典型的兩種折彎方式。
所謂的間隙折彎,是折彎機在折彎過程中上模與下模間并不壓緊,而且通過調整上模進入下模啟齒的深度來得到所需要折彎角度的一種工藝。